Czas skupić się na praktyce i realizacji zadań związanych z kolejnymi etapami redukcji czasu przezbrojeń. Poniżej opisane są kolejne etapy wdrożenia SMED opracowane przez autora tej metody wraz z przykładami i narzędziami, które będą pomocne w poszczególnych krokach.
Etap 0 – analiza stanu obecnego
Punktem wyjścia do całej analizy przezbrojenia jest zebranie szczegółowych danych na temat stanu obecnego. Shigeo Shingo w swojej książce „A Revolution in Manufacturing: The SMED System” zwraca szczególną uwagę na to, że pierwszym błędem kierownictwa oraz inżynierów jest brak zaangażowania w dogłębną analizę i zrzucenie odpowiedzialności na pracowników bezpośrednio produkcyjnych.
Jakie dane będą potrzebne do dalszej analizy?
- Lista kolejnych czynności
- Czas trwania poszczególnych czynności
- Layout obszaru produkcyjnego
- Droga
- Lista powiązanych dokumentów i procedur
- Lista niezbędnych narzędzi i oprzyrządowania
W jaki sposób zebrać niezbędny materiał do dalszej pracy?
- Najskuteczniejszą metodą, która daje najlepsze efekty jest nagranie filmu z całego przezbrojenia. Daje ona możliwość powrotu do dowolnego fragmentu i dokładnego przygotowania danych – czynności oraz czasów ich trwania.
- Możliwe jest przeprowadzenie obserwacji ze stoperem i notowanie poszczególnych czynności wykonywanych przez operatorów, jednak wymaga to dużego doświadczenia i staranności, by nic nie pominąć.
- Wywiad z pracownikami może być pomocny w celu uzupełnienia zebranych danych oraz poznaniu opinii i pomysłów pracowników.
- Diagram spaghetti w czytelny sposób pokaże realną drogę przebytą przez operatora podczas wykonywania kolejnych czynności, a w przypadku pracy kilku operatorów miejsca przecięć i potencjalne „kolizje” w działaniach.
- Krokomierz w szybki sposób sprawdzi ile marnotrawstwa w postaci chodzenia jest w analizowanych przezbrojeniu.

Etap 1 – przezbrojenia wewnętrzne i zewnętrzne
Kluczem do przeprowadzenia skutecznych zmian jest zrozumienie różnicy pomiędzy przezbrojeniem wewnętrznych i zewnętrznym.
Czynności zewnętrzne – są to wszystkie zadania, które mogą być wykonywane podczas pracy maszyny.
Przykłady:
- Transport
- Sprawdzenie poprawności komponentów
- Przewiezienie wyrobów gotowych na następne stanowisko
- Regulacje zewnętrznego (instalowanego) oprzyrządowania
- Naprawy części instalowanych w maszynie podczas przezbrojenia
- Wydruk zlecenia produkcyjnego
Czynności wewnętrzne – to prace, które muszą zostać wykonane podczas postoju maszyny.
Przykłady:
- Demontaż części oprzyrządowania wewnątrz maszyny
- Regulacje wewnątrz maszyny
- Wymiana adapterów
- Zmiana parametrów
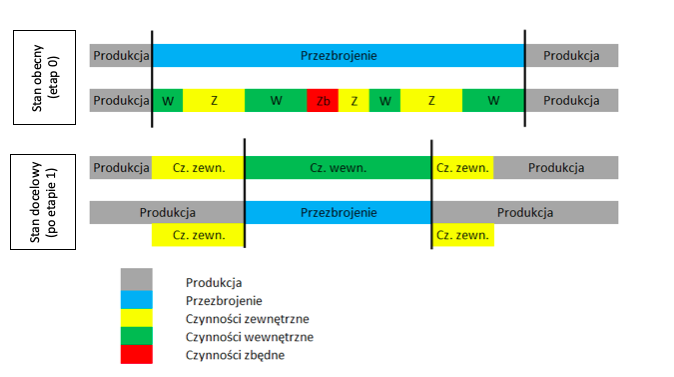
Najważniejszym celem tego kroku jest rozdzielenie przezbrojenia na zewnętrzne i wewnętrzne. W tym celu należy dokładnie przeanalizować listę czynności stworzoną w poprzednim etapie i przeorganizowanie procesu tak, by podczas postoju maszyny wykonywane były tylko te czynności, które tego postoju wymagają. Obrazuje to poniższy schemat.
Jak zapanować nad przezbrojeniem po wprowadzeniu zmian?
- Wprowadzić karty kontrole
Ich głównym zadaniem jest sprawdzenie, czy jesteśmy gotowi do zatrzymania maszyny celem przezbrojenia oraz czy wszystkie czynności zostały wykonane.
Warto by taka check-lista zawierała:
- listę uprawnionych pracowników,
- wykaz narzędzi/przyrządów,
- spis materiałów dodatkowych,
- wykaz komponentów (można wykorzystać zlecenia produkcyjne),
- procedury, rysunki oraz instrukcje niezbędne do poprawnego wykonania przezbrojenia.
- Zastosować karty funkcjonowania
Celem kontroli funkcjonowania jest zabezpieczenie nas przed niesprawnym oraz rozregulowanym sprzętem niezbędnym do przeprowadzenia przezbrojenia i uruchomienia produkcji.
Karta powinna mieć w sobie spis czynności inspekcyjnych do wykonania przez przezbrojeniem. Dobrze dodać miejsca na:
- Potwierdzenie wykonania
- Osobę odpowiedzialną za zadanie
- Uwagi
Formularz należy uzupełnić nie tylko o sprawdzenie podstawowych funkcji urządzeń, ale także dodać punkty na podstawie (przykrych) doświadczeń.
Autor koncepcji SMED zachęca, by przygotowane formularz nie były uniwersalne, a dedykowane, ponieważ „listy uniwersalne są mylące, więc są ignorowane”.
- Wesprzeć całość poprzez implementację zarządzania wizualnego i 5s
Pozwoli nam to zaoszczędzić dodatkowy czas oraz zyskać pewność, że w obszarze maszyny znajdować się będzie tylko to, co niezbędne.
Etap 2 – transformacja przezbrojeń
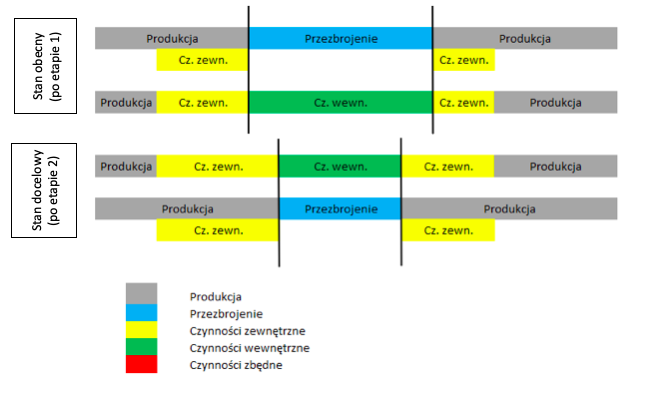
Po poprawnym rozdzieleniu przezbrojenia na zewnętrzne i wewnętrzne czas zająć się czynnościami wchodzącymi w skład tego drugiego. Należy dokładnie przeanalizować pracę wykonywaną w trakcie przezbrojenia i zamienić czynności wewnętrzne na zewnętrzne.
Jest to zdecydowanie bardziej pracochłonne i wymagające zajęcie w stosunku do poprzedniego kroku, dlatego ważne jest dobre przygotowanie się i współdziałanie całego zespołu.
Ciężko tutaj mówić o uniwersalnych narzędziach jak w etapie 0 i 1. Każda branża jest „specyficzna” i posiada zupełnie inne procesy. Poniżej kilka przykładów, które mogą naprowadzić na rozwiązania:
- Wcześniejsze podgrzewanie takich elementów jak formy czy matryce do wtryskarek
- Znaczniki lub kołki do ustalania pozycji przyrządów
- Magazynki przygotowawcze dla kolejnego materiału
- Standaryzacja funkcji
- Przyrządy centrujące
- Wózki do przezbrojeń
Etap 3 – Usprawnianie przezbrojeń
Ostatni etap ponownie skupia się na obu przezbrojeniach – wewnętrznym i zewnętrznym. Celem jest optymalizacja czynności i reedukacja czasu.
W etapie usprawniania przezbrojenia doskonalone są zarówno operacje wewnętrzne jak i zewnętrzne. Punktem wyjścia jest dokładna analiza funkcji i celu każdego działania.
Optymalizacja operacji zewnętrznych wiąże się z dalszym doskonaleniem składowania i transportu części i narzędzi. W przypadku mniejszych narzędzi i części należy odpowiedzieć na następujące pytania:
- W jaki sposób można najlepiej poukładać te elementy?
- Jak utrzymać te elementy w najlepszym stanie, by były gotowe do następnej operacji?
- Które z tych elementów są rzeczywiści potrzebne?
Optymalizacja operacji wewnętrznych obejmuje wprowadzenie równoległych operacji, wykorzystanie funkcjonalnych zacisków, eliminację korekt ustawień oraz mechanizację.
Wprowadzenie operacji równoległych może mieć zastosowanie w przypadku dużych maszyn, których przezbrojenie wiąże się z koniecznością wykonywania operacji zarówno z przodu, jak i z tyłu maszyny. Operacje równoległe pozwalają na podzielenie przezbrojenia między dwie (lub więcej) osoby, realizujące określone czynności na obu stronach maszyny.
